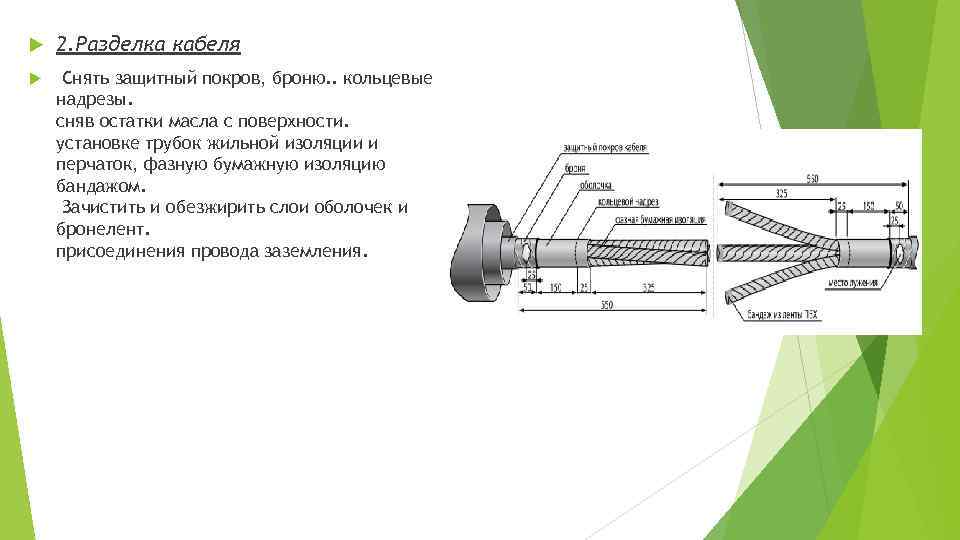
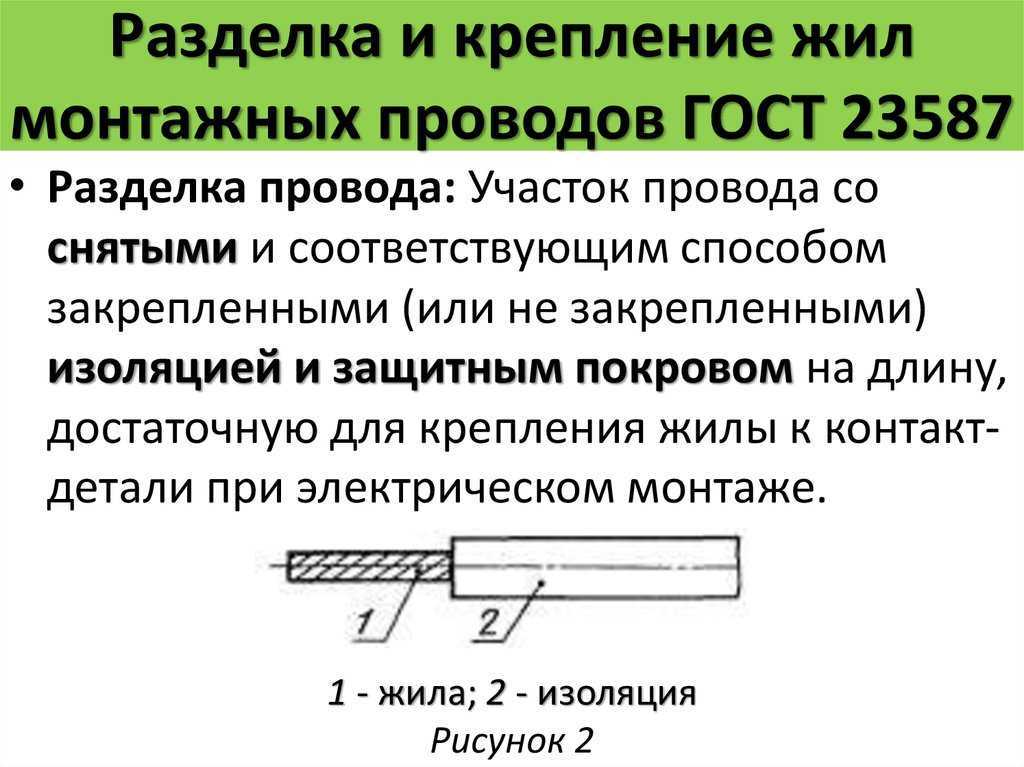
Разделка проводов и кабелей бытовой сети: секреты электрика
При работе под напряжением на вторичном оборудовании подстанции 330 кВ я попал в жуткую историю, когда медная жила кабеля действующих токовый цепей толщиной 2,5 мм кв обломилась, а напарник был на улице.
Мне пришлось прижимать ее рукой к клеммнику панели, стоя на цыпочках. Разрывать схему нельзя: на ней сразу появится высоковольтное напряжение — это аварийная ситуация.
Стоял более получаса с поднятой затекшей рукой и кричал, пока не появилась помощь. А причина банальна проста: разделка проводов и кабелей при монтаже выполнена неправильно.
- Как обеспечить безопасность проводки при монтаже
- Чем опасен острый нож: как им работать Как направлять лезвие
Почему нож электрика обеспечивает безопасность
- Специальный инструмент
Опасные способы снятия изоляции
- Пассатижи
Бокорезы
Профессиональные инструменты электрика для разделки проводов
- Раритетное оборудование
Современные стрипперы
Распространенные ошибки установки концевых муфт
Несоблюдение необходимого расстояния
В данных деталях, которые установлены на высоковольтных линиях, следует обратить особое внимание на расстояние между фазами и заземлением. В противном случае может произойти пробой изоляционного слоя прямо внутри электрощитка. В некоторых случаях размеры щитка не позволяют выполнить данное условие, в таком случае необходимо приобрести адаптеры
В некоторых случаях размеры щитка не позволяют выполнить данное условие, в таком случае необходимо приобрести адаптеры.
Перекрестная ориентация фаз
Ни в коем случае нельзя допустить контакта разных проводов в муфте. Если такое случилось, то впоследствии может возникнуть напряженность поля. Для того, чтобы можно было свободно накладывать провода один на другой, необходимо использовать трубку, которая выравнивает напряженность.
Наконечники с окном для проверки состояния соединения
За пределами помещения, запрещается пользоваться наконечниками, которые изготовлены с отверстием для ревизии состояния жилы. Существует большая вероятность того, что в данное отверстие попадет влага, которая впоследствии может нарушить коммутацию, а также запустит процесс окисления металлических элементов, которое значительно снизит качество передачи электроэнергии.
Концевые муфты для внешних работ
Установка защитных элементов на жилы муфт наружной установки
Концевое изделие может быть монтировано в вертикальной плоскости самыми разными методами, но ее защитный элемент всегда должен препятствовать проникновению воды в соединение, а не наоборот
Также очень важно не допустить соприкосновение защитных элементов
Воздушные массы в корпусе
Присутствие воздуха в муфте влечет за собой запуск процесса образования ионов в газовом окружении, которое, в конечном счете, приведет к значительным повреждениям муфты. Именно поэтому необходимо использовать герметик.
Виды соединительных муфт
Соединительные муфты требуются для создания силовых электросетей разнообразного применения, а также для подключения к этим сетям некоторых видов спецэлектрооборудования. Устройства состоят из материалов и нескольких элементов для создания требуемого по условиям эксплуатации соединения проводов и электрокабелей. Также при помощи муфт можно добиться обеспечения высоконадежной изоляции и герметичности соединения.
 Муфта соединительная создает герметичное и надежное соединение кабелей под высоким напряжением
Муфта соединительная создает герметичное и надежное соединение кабелей под высоким напряжением
Муфты разделяются по множеству параметров на несколько видов. В соответствии с назначением муфты производятся:
- концевыми;
- разветвляющими;
- стопорными;
- соединительными;
- переходными.
По типу конструкции приборы разделяются на одно- и трехфазные. По типу используемых материалов муфты разделяются на:
- термоусадочные;
- из свинца;
- из чугуна;
- эпоксидные;
- из латуни.
По виду примененной электроизоляции устройства могут быть:
Виды соединительных муфт кабелей
Чтобы сделать правильный выбор соединительного элемента необходимо взглянуть на данные технические показатели изделия:
- количество проводов в кабеле;
- площадь поперечного сечения, а также материал изготовления жилок;
- максимальное напряжение в сети;
- вид межфазной изоляции;
- защитные средства, которые повышают сопротивление кабеля от различного рода воздействий.
По значению максимального напряжения в электросети изготавливают соединительные элементы для использования в:
- высоковольтных коммутациях;
- электросетях с напряжением до 1000 В.
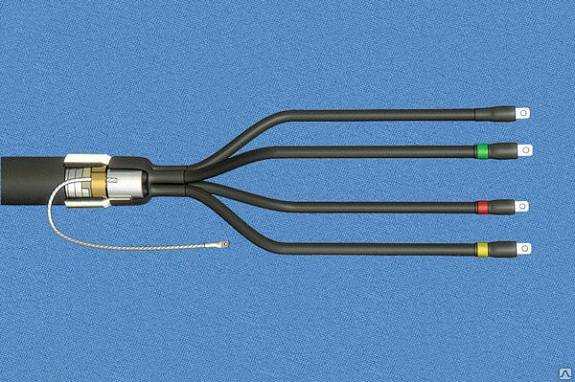
Четырехжильная муфта
Как правило, максимальное количество проводов, которое соединяется муфтой не превышает четырех, однако в отдельных случаях встречаются соединения и с большим числом проводков на одной муфте.
Для корректного монтажа муфты на кабель следует правильно разрезать концы, после чего очень аккуратно убрать всю изоляцию. Затем потребует тщательно подготовить все поверхности по очереди для установки соединительного элемента. С каждого конца необходимо полностью срезать изоляцию на половину длину соединительного элемента, в который затем необходимо ввести оба конца провода и крепко зажать их крепежными деталями.
Такой же метод подключения используется для соединения проводов с клеммой. В данном случае необходимо демонтировать изоляционный слой нужно снять на всю длину соединительной детали.
Для проводов с большим количеством медных жил, которые соединены вместе, лучше применять наконечники из материалов, которые легко поддаются деформации. Данные наконечники на последнем этапе соединения сжимаются специальным инструментом. В итоге должен получиться прочный с механической точки зрения, а также хороший электроконтакт. Для качественного обжима необходимо приложить усилие в несколько тонн.
Конструкция используемых соединительных элементов напрямую зависит от вида межфазной изоляции.

Межфазная изоляция муфты
Профессия СБОРЩИК РЭА
§ 33. Заделка концов монтажных проводов и кабелей
После мерной резки монтажных проводов и кабелей производят заделку их концов, заключающуюся в снятии изоляции и лужении части провода, освободившейся от изоляции. Зачищают монтажные провода от изоляции специальным инструментом или на специальном оборудовании, исключающем надрез жил или отдельных проволочек. Применение монтажного ножа, скальпеля, кусачек для снятия изоляции не разрешается.


В зависимости от изоляции проводов различают способы заделки их концов.
Текстильную, пластикатовую и пленочную изоляции с проводов марок МПЗ, МГВЛ, БПВЛ, ПМВ, МГШВ, ЛПЛ снимают обжигом с помощью электроножа (рис. 47).
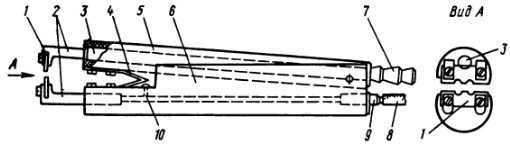
Рис. 47. Электронож для снятия изоляции с проводов:
1 — нагревательный элемент (нож). 2 — держатель. 3 — отверстие для отсоса дыма, 4 — пружина, 5, 6 — верхний и нижний корпуса, 7 — ниппель для шланга системы отсоса, 8 — провод, 9 — токоподвод, 10 — включающее устройство
Провода с фторопластовой изоляцией обжигают только непосредственно под вытяжной вентиляцией. Провода с изоляцией, содержащей стекловолокно, зачищают в два этапа: сначала электрообжигом снимают внешнюю полиэтиленовую или поливинилхлоридную изоляцию, а затем расплетают, скручивают и откусывают внутреннюю изоляцию (стекловолокно) на расстоянии до 1 мм от торца внешней изоляции жилы (рис. 48).
Рис. 48. Заделка провода со стеклоизоляцией:
1, 3 — внешняя и внутренняя изоляции, 2 — жила
При удалении изоляции электрообжигом с жил проводов, имеющих внешнюю хлопчатобумажную или шелковую оплетку (провода БПВЛ, МГШДО и т. п.), ее концы покрывают клеем АК-20 или БФ-4.
При удалении изоляции с жил проводов БПВЛ, имеющих внешнюю хлопчатобумажную оплетку, заделку производят, как показано на рис. 49. Изоляционную трубку ставят на клей или подбирают строго по диаметру провода. При разделке концов проводов ПВЛ хлопчатобумажную изоляцию снимают на участке не менее 10 мм от места среза резиновой изоляции.
Рис. 49. Закрепление изоляции с помощью трубки:
1,3 — внешняя и внутренняя изоляции. 2 — трубка, 4 — жила
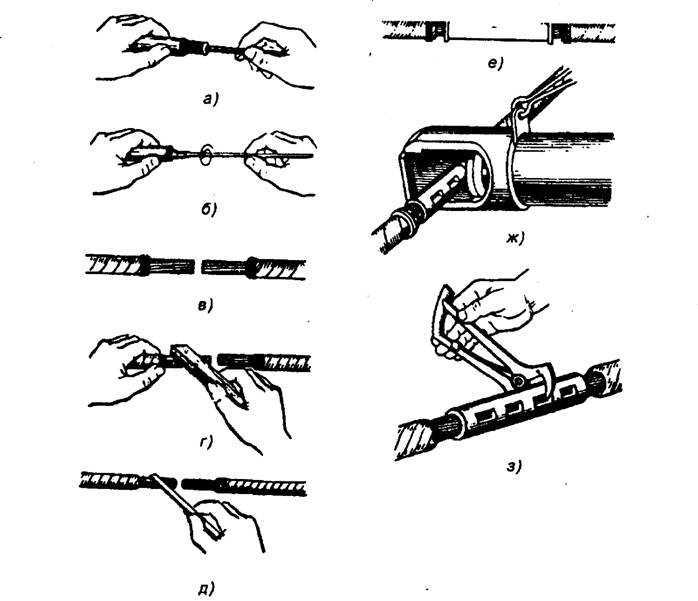
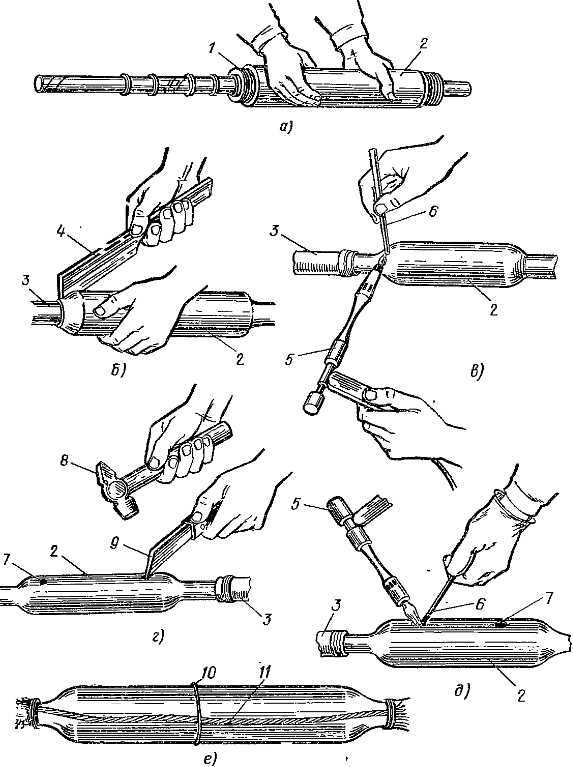
Заделку концов экранированных проводов производят разными способами, один из которых показан на рис. 50.
Рис. 50. Заделка экранированного провода проволочным бандажом и припоем:
1 — экранирующая оплетка, 2 — припой, 3 — конец оплетки, 4 — изоляционная прокладка толщиной 0,1 — 0,2 мм (2 слоя), 5 — изоляция провода, 6 — жила провода, 7 — слой клея, 8 — бандаж из медной проволоки диаметром 0,2-0,8 мм
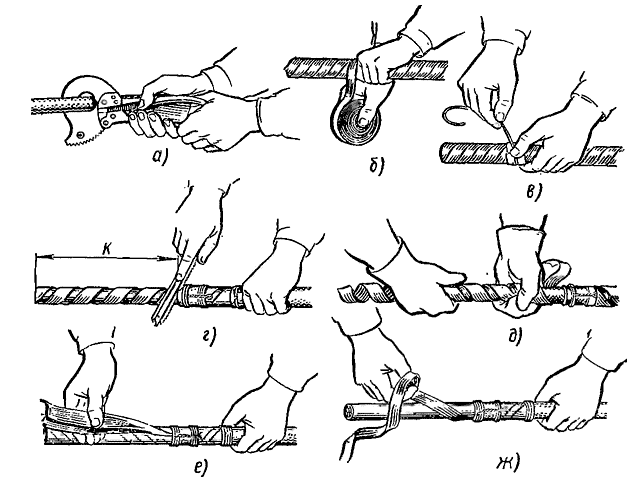
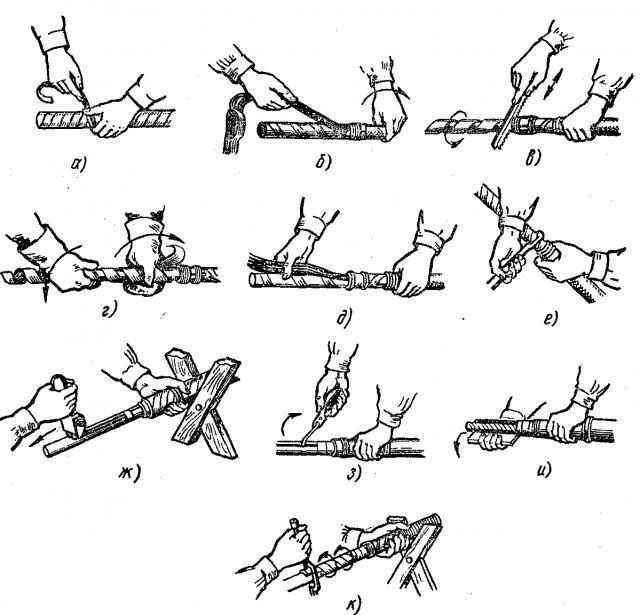
При заделке концов многожильных кабелей сначала снимают изоляцию со всех проводов кабеля, а жилы, имеющие окисленную поверхность, зачищают. Многопроволочные жилы после снятия изоляции скручивают, чтобы при облуживании отдельные проволочки, составляющие жилу, не отставали друг от друга. После снятия оксидной пленки и скрутки проволочек жилу облуживают горячим способом, окуная ее в электрованну с расплавленным припоем. Для облегчения последующей пайки после облуживания жилы покрывают консервирующим флюсом (ФКСп). Затем обвязывают места разделки изоляционной лентой (2 — 3 слоя), поверх которой накладывают нитяной бандаж из суровой нити. Бандаж после обвязки покрывают клеем БФ-4.
Классификация по материалу изготовления
Для монтажа линии с напряжением до 10000В, применяют:
- Свинцовые муфты для стыковки кабелей, имеющих оболочки из алюминия или свинца. Достаточно громоздкие устройства выполняют из свинцовых труб диаметром 0,06 – 0,11м и длиной до 0,65 м.
- Эпоксидные муфты, использующие эпоксидную смолу в качестве основы заполнителя. При установке таких муфт в тоннелях или каналах, их защищают посредством стального кожуха и асбестового слоя. Устойчивость данных муфт к агрессивным средам способствует их использованию в качестве стопорных муфт для кабелей с бумажной пропитанной изоляцией. Но муфты этого вида отличаются высокой токсичностью и ограничением температурного диапазона.
- В настоящее время свинцовые и эпоксидные муфты постепенно уступают место более современным муфтам – термоусаживаемым, имеющим высокие эксплуатационные способности.
Термоусаживаемые муфты могут использоваться при любом способе прокладки кабелей и отличаются предельной простотой монтажа.
Муфты данного типа изготовляют из полимерных материалов, выполненных по прогрессивной технологии «поперечной сшивки», что наделяет их неоспоримыми преимуществами, в том числе:
- высокая прочность и долговечность изделий;
- минимальный риск пробоя муфты обеспечивается равномерным распределением на срезе кабеля силовых линий электрического поля;
- герметичность конструкций;
- высокие диэлектрические свойства;
- применение в конструкции муфты антитрекинговой трубки способствует ее устойчивости к ультрафиолетовому излучению, климатическим факторам, химическому воздействию и др.
- широкий усадочный диапазон;
- отличная гибкость муфты способствует удобству ее монтажа.
Монтаж термоусаживаемой муфты осуществляется с помощью нагревания строительным феном до 150⁰С, вследствие чего она, сжимаясь, склеивается с кабелем посредством предварительно нанесенного на внутреннюю поверхность клея-герметика.
Современные технологии и большой выбор конструкционных материалов позволяют изготовлять кабельные муфты с заранее заданными характеристиками.
Завершаем. Пишите комментарии, буду рад прислушаться к вашему мнению. Посмотрите другие статьи и разделы на карте сайта. Всего доброго!
Обзор лучших моделей стрипперов для снятия изоляции с проводов
Большой популярностью пользуется инструмент для снятия изоляции отечественного производителя КВТ. Компания предлагает качественные модели стрипперов по доступной стоимости. Одной из самых популярных моделей является инструмент для снятия изоляции WS-04А, который предназначен для удаления оплетки с проводов сечением 0,05-6 мм². При помощи винта микронастройки можно регулировать диаметр отверстия под размер кабеля. Купить стриппер можно за 1,2 тыс. руб.
Для удаления изоляционной оплетки с плоских проводников ПУНП и ВВГ-П и очистки оболочки с кабеля сечением 0,05-10 мм² можно использовать модель KBT WS-11. Инструмент для снятия изоляции имеет винт микронастройки, что позволяет подобрать необходимый диаметр отверстия для определенного типоразмера кабеля. Для удобной эксплуатации инструмент оборудован двухкомпонентными рукоятками и усиленными прижимными губами с шириной захвата 13 мм.
Инструмент для снятия изоляции WS-04А от компании KBT является одним из самых популярных устройств
Данная модель стриппера позволяет одновременно зачищать несколько проводов одним движением, что осуществляется благодаря широким прижимным губам. Инструмент оснащен опцией частичного удаления изоляции. Стоимость стриппера составляет 1,4 тыс. руб.
Другой хорошей моделью отечественного производства является инструмент для снятия изоляции KBT WS-12, который используется для многожильных и многопроводниковых кабелей сечением 0,05-10 мм2. Приспособление оснащено встроенным модулем для обрезки проводов. Лезвия инструмента выполнены из нержавеющей стали. Они имеют направляющие, которые предохраняют от разбалтывания и косой резки. Инструмент может снять изоляцию с середины провода. При помощи съемного цельнометаллического регулятора можно задать расстояние, необходимое для удаления оплетки. Стоимость инструмента составляет 1,5 тыс. руб.
Востребованный инструмент для снятия изоляции KBT
Компактный и удобный в работе инструмент для снятия изоляции – КВТ КС 25. Он предназначен для кабелей СИП сечением 4,5-25 мм². Стриппер имеет поворотный, регулируемой по длине нож, который выполняет удаление оплетки толщиной 3,5 мм. Разрезы изоляции могут производиться продольно, поперечно и по спирали. Корпус приспособления изготовлен из ударопрочного пластика, что является гарантией надежности и долговечности устройства.
Для выполнения манипуляций с проводами инструмент можно установить на стол и зафиксировать при помощи подпружиненной скобы. Купить стриппер можно за 1,5 тыс. руб.
Инструмент WS-06 является автоматическим стриппером, который настраивается на необходимую толщину изоляции
Инструмент для снятия изоляции KBT WS-06 является автоматическим стриппером, который настраивается на необходимый диаметр и толщину изоляции. Он предназначен для многожильных проводов размером до 2 мм. Удаляет оплетку сечением 0,2-6 мм². Корпус приспособления изготовлен из стекловолокна, что придает ему прочность, надежность и легкость в эксплуатации.

Инструмент оснащен ограничителем длины для снятия изоляции. Рукоятки имеют блокиратор в сложенном положении, что обеспечивает удобство и безопасность при хранении устройства. При помощи данного стриппера можно осуществлять V-образную резку кромок кабеля при зачистке проводов от изоляции. Инструмент можно купить за 1,3 тыс. руб.
Способы укладки кабеля СПЭ в траншее
Однофазные кабеля из сшитого полиэтилена в траншею можно уложить 2-мя вариантами: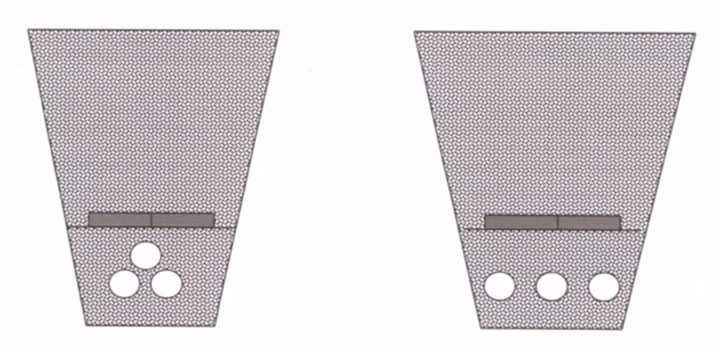
треугольником
в один ряд или плоскость
Основной способ это треугольник. В этом случае, образуется симметричная система и минимальные потери на взаимоиндукцию. Но самое главное – это экономия места, тем более это актуально в городских условиях монтажа кабелей СПЭ.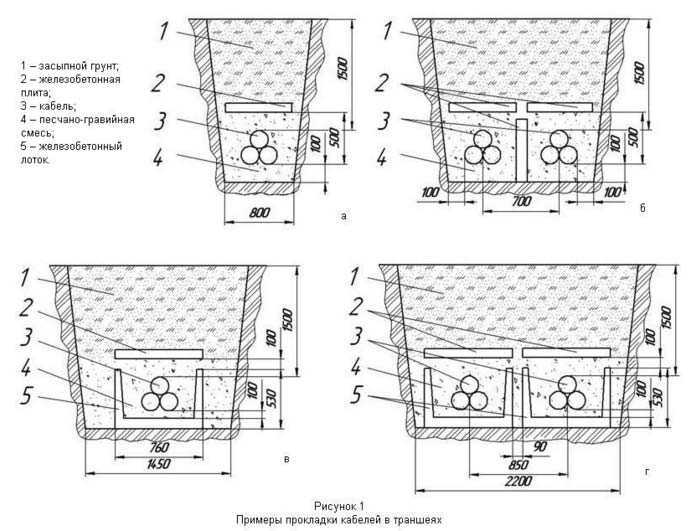
Укладка 3-х фаз производится поочередно. Причем, проложив эти три фазы, их сразу же необходимо увязать в треугольник, и только после этого приступать к прокладке остальных фидеров. Иначе вполне реально перепутать фазы разных КЛ.
По условиям прокладки, в стандартную траншею рекомендуется укладывать не более 6-ти кабельных линий СПЭ (шесть треугольников). Но если позволяет ширина трассы, то умещают и более.
А если прокладывать их в ряд, то поместится максимум 2 кабельных фидера.
При стесненных условиях, для защиты соседних кабелей, в качестве перегородок применяют вертикально стоящие железо-бетонные плиты. Высоты кирпича для этих целей не хватит.
Увязка однофазных КЛ 6-10кв СПЭ в треугольник производится ПВХ хомутами.
Могут применяться и другие приспособления. Самое главное, чтобы они были не магнитными.
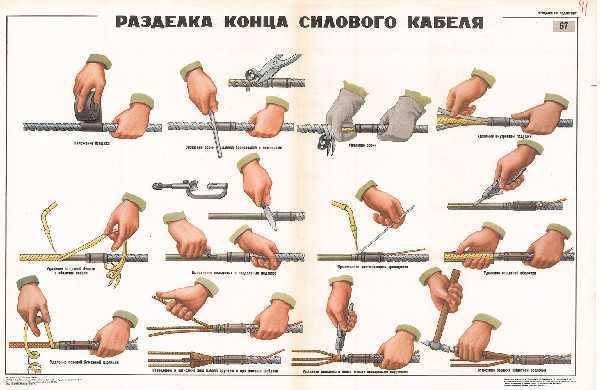
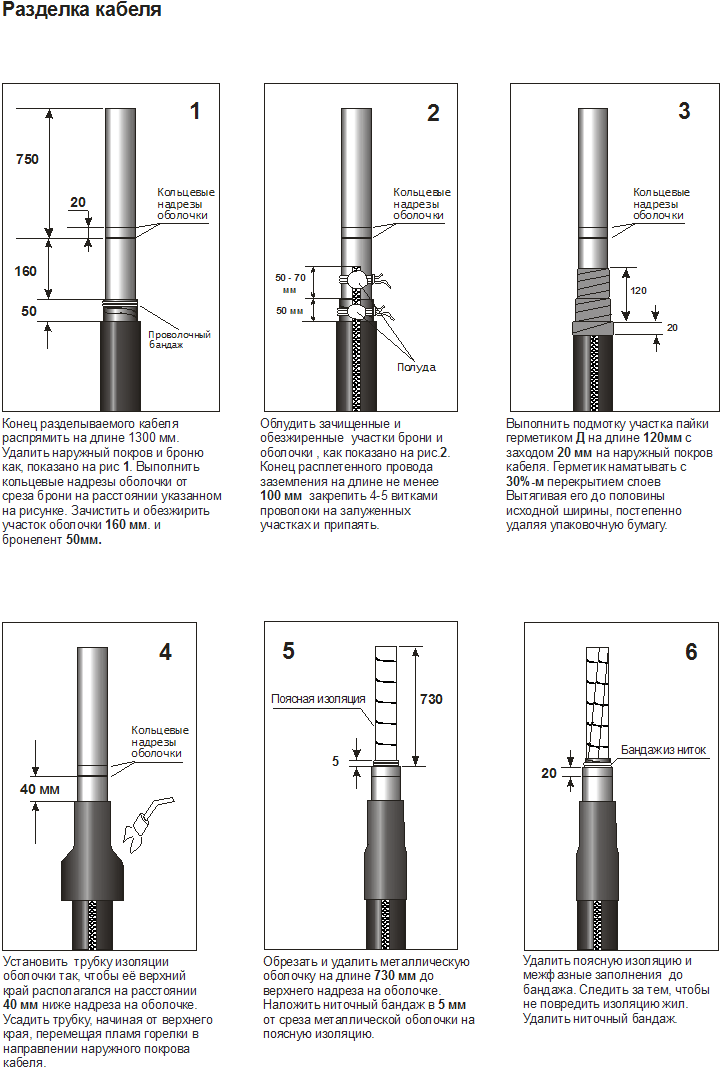
Производство работ и инструменты для разделки кабеля
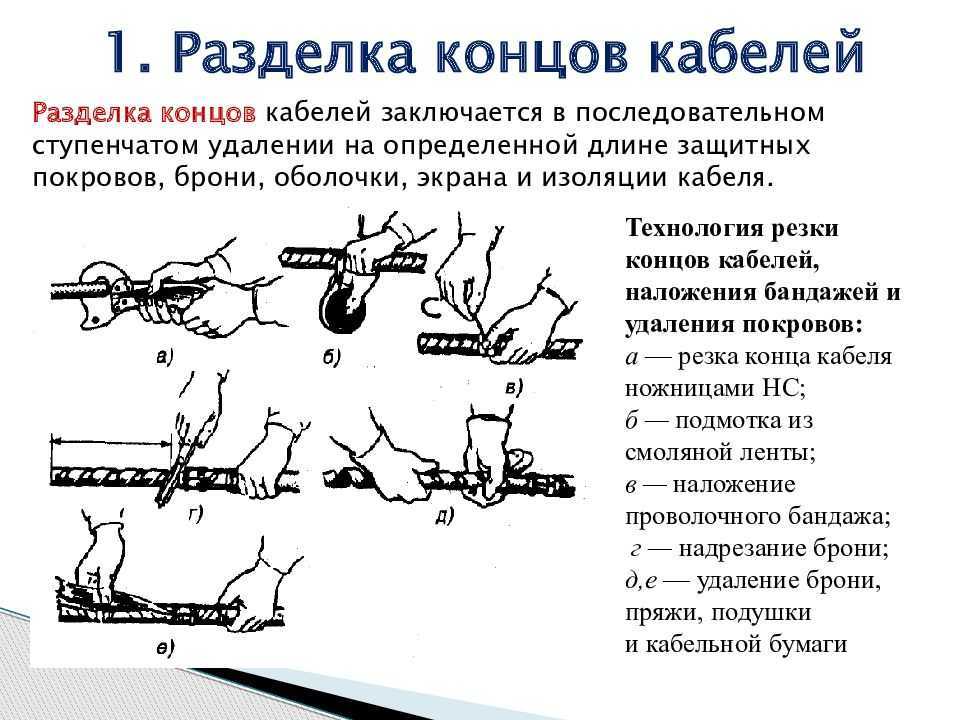
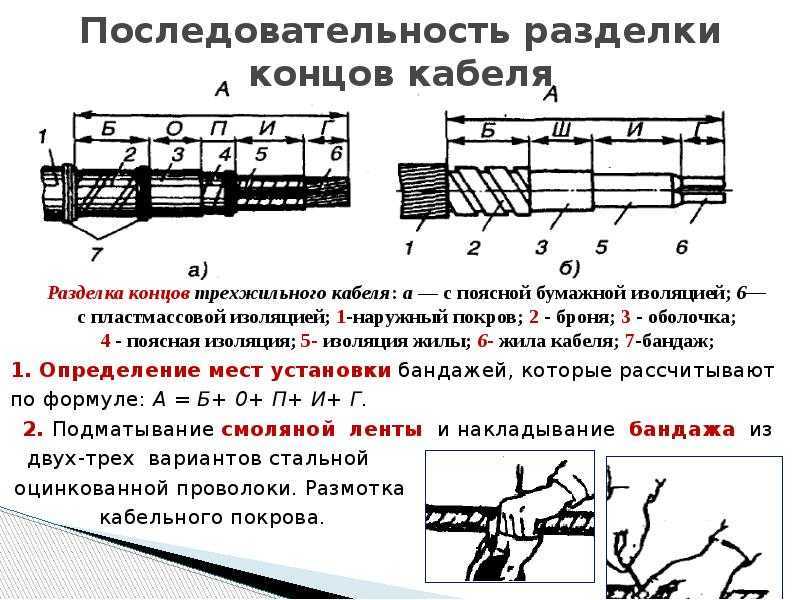
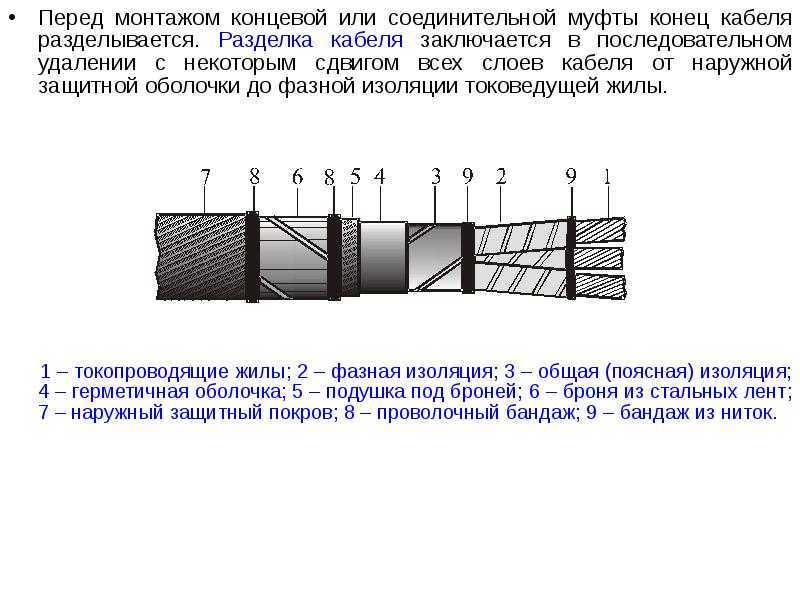
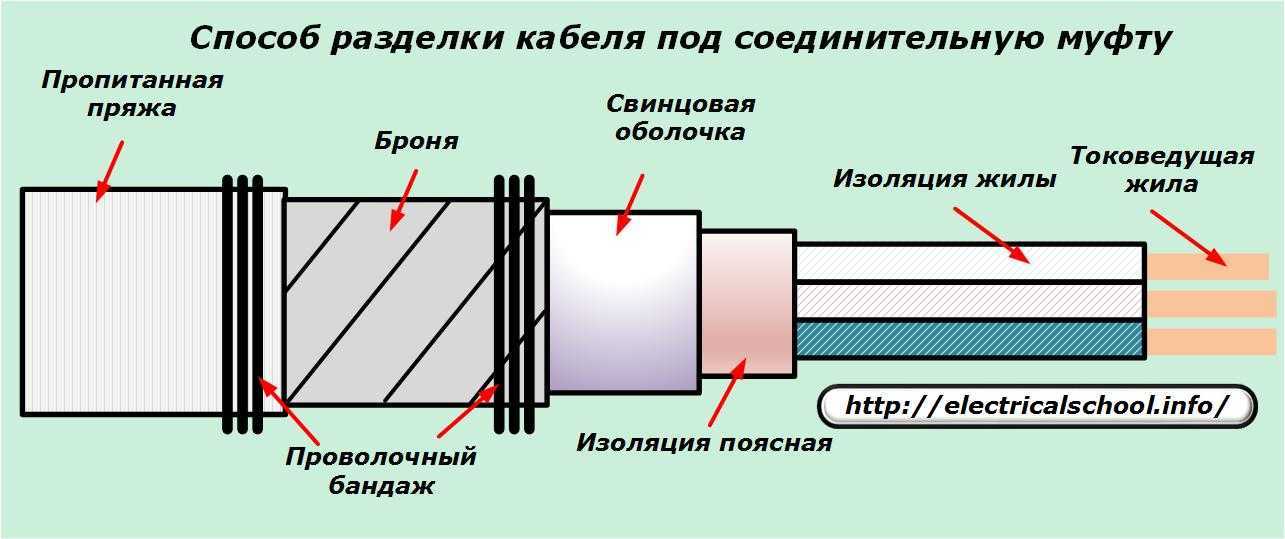
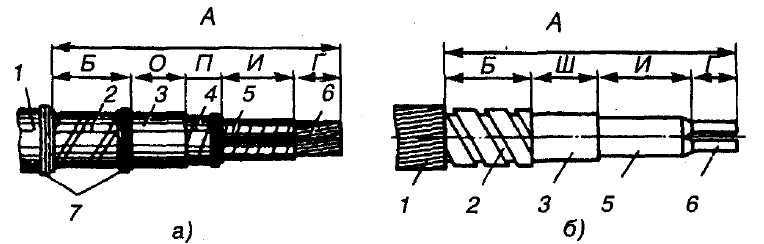
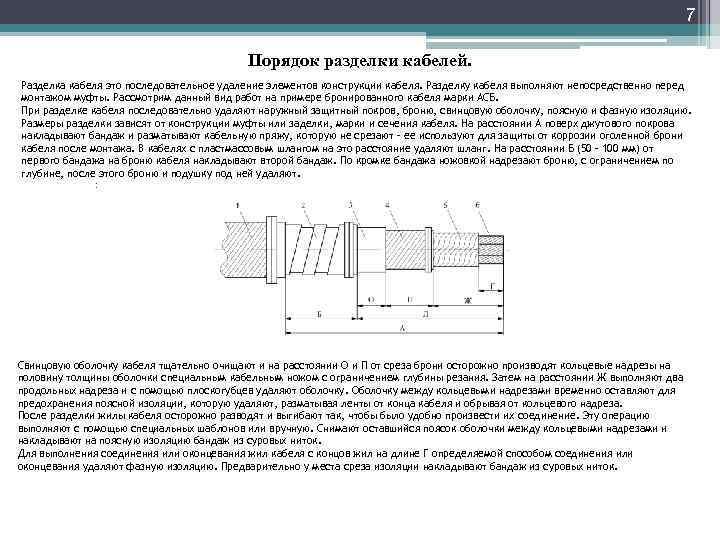
Любые работы по прокладке и монтажу кабельных сетей начинаются с подготовки окончаний кабеля к обжиму соединителей, установки кабельных муфт или заделок. Эту важную подготовительную операцию называют разделкой. Разделка кабеля – это последовательность операций по удалению общего защитного покрытия и изоляционных оболочек с окончаний отдельных проводников. Так как силовые кабеля обычно защищены многослойной изоляцией и броней, снятие которых требует значительных усилий, велика опасность повреждения проводов внутри кабеля.
Ответственным этапом является определение и разметка границ будущей разделки. Длина отрезка кабеля, на которой нужно будет снять все защитные покрытия и изоляцию, определяется конструкцией кабеля, сечением токоведущих жил, параметрами электрической сети, и зависит от типа устанавливаемых контактных окончаний и соединителей.
Все необходимые сведения по определению границ разделки приведены в технической документации.
Как обеспечить безопасность проводки при монтаже
Устройство жилы провода или кабеля банально простое: металлическая проволока довольно точного профиля и сечения из меди или алюминия покрыта слоем изоляции пластического материала.
Диэлектрический слой защищает схему от пробоя напряжения, а токоведущий проводник обеспечивает передачу электроэнергии определенной мощности.

Если при монтаже или во время эксплуатации нарушить толщину изоляционной оболочки, то через этот дефект сразу возникнут токи утечек. Их величина будет зависеть от приложенной разности потенциалов и создавшегося электрического сопротивления диэлектрического слоя.
Толщина металлической жилы рассчитана на протекание номинальной величины тока. Когда она уменьшается порезом, даже мельчайшей царапинкой, то ее пропускная способность снижается уже при номинальной нагрузке. Сразу будет создаваться повышенный нагрев, который станет разрушать изоляцию.
Вторая опасность создания царапины на металле —это понижение его механических свойств. Особо опасно это для алюминия, хотя медь тоже резко снижает свою прочность, быстрее ломается. Это-то я и прочувствовал на своей шкуре, когда прижимал оторванный провод к клеммнику и ждал помощи.
Прибежавший напарник поставил шунт в действующую токовую цепь. После этого мы заменили дефектный провод.
Работая с проводкой любым инструментом необходимо исключить повреждение изоляции, сохранить целостность поверхности металлической жилы. Любая мелкая царапина может стать причиной серьезной аварии, пожара или пропадания напряжения.
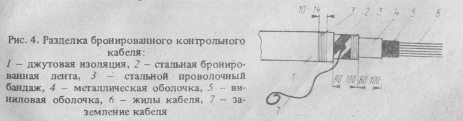
Сухие концевые заделки кабелей с бумажной изоляцией до 10 кВ | Монтаж кабельных линий
Подробности Категория: Подстанции
8. СУХИЕ КОНЦЕВЫЕ ЗАДЕЛКИ СИЛОВЫХ И КОНТРОЛЬНЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ НАПРЯЖЕНИЕМ ДО 10 кВ.
Общие сведения
Сухие заделки концов силовых и контрольных кабелей отличаются от других видов заделок меньшими размерами, а для отдельных типов заделок большой герметичностью и негорючестью. • При применении сухих заделок для большинства типов заделок отпадает необходимость в приспособлениях для разогрева кабельной массы. Типы сухих заделок кабелей и область их применения приведены в табл. 4-55 и 4-56.
В целях исключения вытекания пропитывающего состава кабелей у торцов цилиндрической части кабельных наконечников или из самих наконечников оконцевание жил нормально пропитанных проложенных по вертикали или под уклон кабелей выполняется или герметическими наконечниками с удлиненной цилиндрической частью с опрессовкой ее по всей длине (а не местным вдавливанием) или путем напайки нормальных наконечников с обязательной опайкой около них в сплошной массив многопроволочных жил на длине не менее двукратного наружного диаметра кабельного наконечника, т. е. на длине 15—55 aim, в зависимости от сечения жилы. При отсутствии наконечников с удлиненной цилиндрической частью и нежелании применять напайку наконечников или при вводе жил под контактные зажимы без наконечников на жилах кабеля на участках их от места выхода из поясной изоляции до места ввода в кабельные наконечники или в зажимы устраивают так называемые «замки». Для этого жилы на длине 30—60 мм освобождают от заводской бумажной изоляции, проволоки жил на этой длине разводят и промывают бензином или ацетоном, пустоты между проволоками при помощи деревянной лопаточки заполняют пастой (см. п. 3 § 4-8), изготовленной из лака марки К-44 или полихлорвинилового лака-пасты № 2 (см. § 3-4); жилам в месте образования замков придают прежнюю форму. Отдельные жилы по возможности от места выхода их из поясной изоляции и до «замков» обматывают с 50%-ным перекрытием лентой из лакоткани шириной 15—20 мм, нарезанной по диагонали. Поверхность обмотки покрывается двумя слоями цапон-глифталевого лака или другого маслостойкого лака. Необходимость этого специального слоя отпадает в тех случаях, когда дополнительная изоляция жил выполняется из маслостойких лент (лентой из маслостойкой лакоткани на цапон-глифталевом лаке) и когда кабели до 1 кВ заделываются липкой полихлорвиниловой лентой или нелипкой полихлорвиниловой лентой на полихлорвиниловом лаке. Уступы в местах переходов от внешней поверхности цилиндрической части кабельных наконечников на фазную изоляцию жил выравнивают на конус подмоткой из узкой (около 5 мм) полихлорвиниловой лакотканевой ленты, которой в зависимости от способа заделки выполняется внешняя обмотка жил. Конусные подмотки выполняются на длине не менее 15—55 мм, в зависимости от сечения жил. Отдельные слои этих подмоток склеиваются слоями лака.
Уступ в месте перехода со свинцовой или алюминиевой оболочки к поясной изоляции кабеля также выравнивается конусной подмоткой.
Сухая заделка при помощи полихлорвиниловых лент и лаков (утвержденная конструкция)
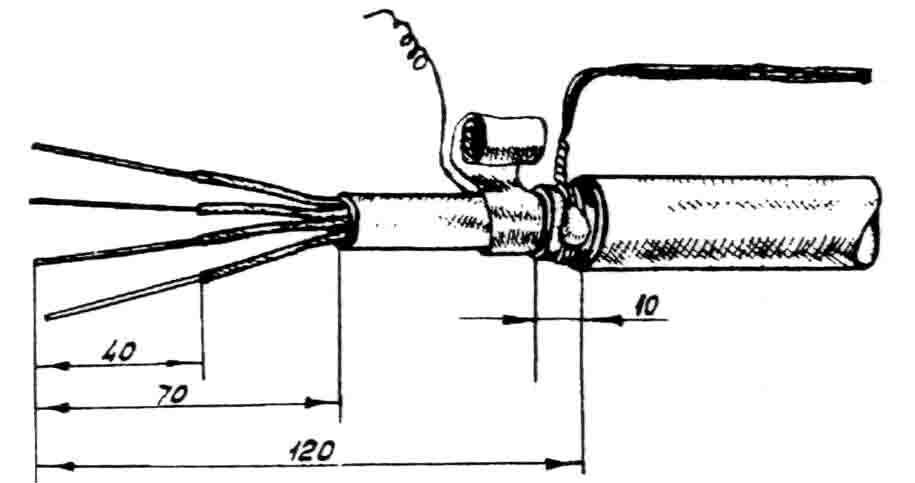
Конец кабеля подготавливается с соблюдением размеров, приведенных на рис. 4-98 и в табл. 4-57. При этом внешняя поверхность поясной и жильной изоляции жил, свинцовая или алюминиевая оболочка и цилиндрические части наконечников тщательно протираются тряпкой, слегка смоченной в бензине, с целью удаления пропитывающего состава.
Каждая жила от поясной изоляции и до 3/4 длины цилиндрической части наконечников обматывается с 50%-ным перекрытием полихлорвиниловой липкой лентой в несколько слоев. В зависимости от исполнения заделки (табл. 4-58), с учетом указанных в табл. 4-59 напряжения кабеля и разницы уровней между заделками, определяется по табл. 4-60 и 4-61 число слоев ленты. которое надо намотать на жилы и в «корешке» заделки.

У разветвления жил (в «корешке» заделки) отдельные слои указанных обмоток наматываются конусообразно, т. е. в виде ступенек, с тем, чтобы в дальнейшем при сжатии жил в пучок они не получили резкого изгиба.
Поверхность полихлорвиниловых обмоток жил на участке длиной 70, 100 или 120 мм, считая от торца поясной изоляции, соответственно при диаметре кабеля до 25, 40 и 55 мм покрывается толстым слоем полихлорвинилового лака-пасты. При этом во избежание загрязнения рук лаком при последующем сжатии жил в пучок лак наносится только на ту часть поверхности жил, которая обращена внутрь кабеля.
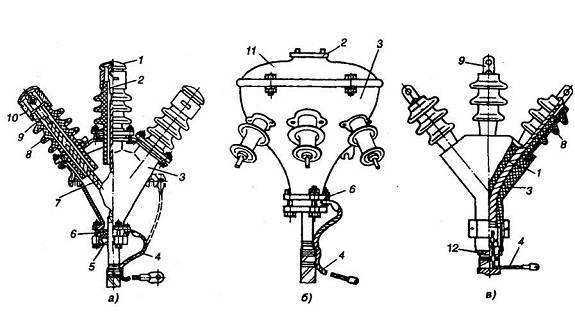
Концевая эпоксидная заделка
Концевые эпоксидные заделки ( рис. 80, а) для кабелей на напряжения 6 и 10 кВ поставляются заводами. На разделанный конец кабеля устанавливают форму ( воронку) из листового винипласта или бумаги, покрытой тонким слоем полиэтилена, и закрепляют липкой лентой.
| Концевые заделки кабелей. |
Концевые эпоксидные заделки ( рис. 86, а) для кабелей на напряжения 6 и 10 кв поставляются заводами. На разделанный конец кабеля устанавливают форму ( воронку) из листового винипласта или бумаги, покрытой тонким слоем полиэтилена, и закрепляют с помощью липкой ленты. На жилы надевают трубки из най-ритовой резины.
Концевая эпоксидная заделка внутреннему с-тановки КВЭ ( см. рис. 129) представляет собой эпоксидный корпус 10, отливаемый на-месте монтажа заделки путем заливки эпоксидного компаунда 5 в пластмассовую форму. В других случаях вместо нее применяют съемные, формы из бумаги, покрытой полиэтиленовой пленкой, картона, пластмассы или металла. Пластмассовая форма имеет крышку с отверстиями для прохода — жил, обеспечивающую симметричное расположение и нормируемые расстояния между жилами и между каждой жилой и корпусом, а также для заливки эпоксидного компаунда. Для выравнивающей подмотки изоляции применяют самосклеивающиеся ленты ЛЭТСАР ЛПм или ЛЭТСАР.
Концевая эпоксидная заделка КВЭп-1 для кабелей напряжением до 1 кВ отливается на месте монтажа из эпоксидного компаунда, заливаемого в съемную или несъемную пластмассовую форму, состоящую из двух половин. Переход с жил кабеля с бумажной изоляцией осуществляется на провод марки ВВ, АПРТО или ПРТШ.
| Свинцовая соединительная муфта. |
Концевые эпоксидные заделки ЭН ( рис. 141) для кабелей на напряжения 6 и 10 кв поставляются заводами. На разделанный конец кабеля устанавливают форму ( воронку) из листового винипласта или бумаги, покрытой тонким слоем полиэтилена, и закрепляют с помощью липкой ленты. На жилы надевают трубки из найритовой резины. Трубка должна на 30 мм входить в корпус заделки. Приготовив компаунд, заливают его в форму. Когда компаунд затвердевает, форму снимают.
Концевые эпоксидные заделки КВЭп применяют в сырых и особо сырых помещениях для оконцевания трехжильных кабелей. Эти заделки устанавливают в горизонтальном или вертикальном положении и под любым углом наклона.
| Концевые эпоксидные заделки марок КВЭн и КВЭк внутренней установки.| Концевые эпоксидные заделки парки КВЭт внутренней установки. |
Технология монтажа концевых эпоксидных заделок различных исполнений имеет много одинаковых операций. Рассмотрим подробно монтаж концевых заделок марки КВЭтв.
| Эпоксидная концевая заделка внутренней установки КВЭну с фиксирующей звездочкой. |
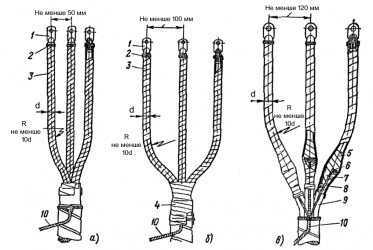
В последнее время разработана концевая эпоксидная заделка повышенной надежности типа КВЭпу для кабелей с бумажной изоляцией ( рис. 149), имеющая усиленную герметизацию изоляции жил. По своей конструкции она подобна КВЭп, но отличается от нее наличием эпоксидного корпуса типа перчатки, разъемного в плоскости жил. Пальцы перчатки после заливки компаундом образуют изоляторы жил. Выводами из муфты являются специально разработанные провода марки ВВ с медной многопроволочной жилой в поливинилхлоридной изоляции. Провод ВВ соединяется с алюминиевой жилой кабеля пайкой в медной гильзе. Сечение провода ВВ для заделок должно быть на одну ступень стандарта ниже сечения алюминиевой жилы кабеля.
Для особо сырых помещений применяют концевую эпоксидную заделку КВЭд с двухслойными трубками. Двухслойная эластичная трубка имеет внутренний слой из поливинилхлорида, а наружный — из полиэтилена, который и обеспечивает высокую влагостойкость заделки.
На рис. 2 — 43 показана концевая эпоксидная заделка типа КВЭд с двухслойными наиритовыми трубками, применяемая на кабелях напряжением до 10 кВ внутри помещений с относительной влажностью свыше 60 % и с разностью уровней концевых заделок в 10 м и более. Для сухих помещений применяется аналогичная заделка типа КВЭн с однослойными трубками, а также стальные воронки, заливаемые кабельной массой типа КВБ.
Вместо хлопчатобумажной ленты с промазкой эпоксидным компаундом в концевых эпоксидных заделках для их герметизации применяют самослипающуюся ленту ЛЭТСАР ЛПм. Для выполнения подмотки по контактным соединениям эпоксидной соединительной муфты служит самослипающаяся лента ЛЭТСАР ЛППм, повышающая надежность муфт.



